

News
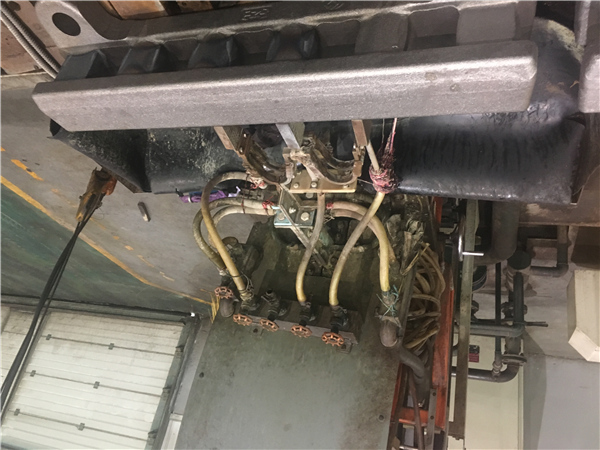
煤矿用刮板热处理生产线
1、主要用途:用于刮板等工件的两端表面淬火热处理,以提高工件的表面硬度和耐磨性。
2、设备简介:
该机为刮板两端专用淬火设备,由两台中频电源对工件两端同时加热,以提高生产效率。工件采用输送链输送,用伺服电机驱动,完成工件的输送与定位。该传动方式运动平稳,定位准确。主机主要由以下部分组成:机架、输送链机构、感应器调整机构、和淬火冷却机构等。机架由板焊件组成,结构稳定,具有足够的强度与刚度,能够满足工作需要,为主机的其它部件提供稳定的结构基础。为工作稳定性提供有力*。输送链机构为主机的主要功能部件,把需淬火的工件输送到感应器的位置加热,同时把加热完成的工件输送到冷却装置处进行淬火。该输送机构由伺服电机驱动,运动平稳,定位准确,可*工件淬火质量的稳定性。输送链上用于放置工件的夹具上的定位销位置可以调整,定位销轴也可以方便更换,适应不同尺寸的工件。输送链条采用不锈钢材料。淬火传动机构适用于工件长度范围1200mm-1600mm,传动方式采用直线导轨伺服电机驱动滑板,滑板上装淬火线圈,导轨上配有不锈钢防护罩,为便于更换感应器在淬火线圈上、下、前、后都设有50mm的手动微调装置,根据不同规格的零件调整适当位置后,工件进入冷却机构进行淬火,淬火时间可以进行设定。
该机配有两台淬火线圈,同时对工件两端进行加热,提高生产效率。两台淬火线圈可独立调整,可同时*工件两端的淬火质量。电气控制采用人机界面PLC控制,可控硅中频电源功率为250KW/2.5KHz。该机由上料、下料、自动输送、同步实现送料、加热、冷却与下料四道工序,以减少工件淬火的辅助时间,提高生产效率,降低工人的劳动强度。
3、设备技术要求:
1)中频电源采用可控硅中频集成电源。
2)淬火机床选用数控卧式淬火机床,淬火过程采用人机界面程序自动控制。
3)传动部分采用伺服电机控制,采用PLC系统对伺服电机的运动及淬火过程
进行控制。
4)淬火操作过程采取工件两端双电源双线圈同时工作的方式,即工件两端同时加热,在一个工位加热到温后,自动转到另一个工位进行冷却,其冷却过程也是采取工件两端同时冷却。工件在转入下一个工位冷却后立刻进行下一个工件的加热,两工位的加热和冷却过程自动连续进行,以极大限度地提高生产效率。
5)按照我公司产品零件刮板的两端淬火要求,设计制作专用工件定位装置、传动装置和配套的典型端头淬火感应器及冷却装置。
6)设计制作工件专用上料装置和卸料装置。

4、设备主要技术参数:
1)可控硅中频电源额定功率:2x250KW
2)电源频率:2.5KHZ, 电源:380V-3P-50Hz
3)工位数:2个;其中一个为加热工位,一个为冷却工位。
4)每个工位极大工作长度:1600mm
5)机床极大承载量:1000Kg
6)生产能力:20件∕每小时
7)安装工件 2件
8)淬火线圈左右移动距离 0mm
9)淬火线圈左右移动速度 0mm/s
10)淬火线圈前后移动距离 250 mm
11)淬火线圈前后移动速度 1-60mm/s
12)淬火线圈上下移动距离 30 mm
好了,**就先分享这些吧,后期如果您有西安感应加热炉,西安透热熔炼炉方面的需求,欢迎致电我司。



 当前位置:
当前位置:
 热门推荐
热门推荐











